| |







在Regal调音开关一关二开的模式下,用 M5 Ultra 10th驱动声音就像是松了一口气。 🔊原来那种聚在一块的能量慢慢散开, ...









国行 iPhone12 256g,一切全原,无拆无修!走验机,为了避免争议,算整体9.4新,一处轻微磕碰掉漆,没有划痕,但是 ...
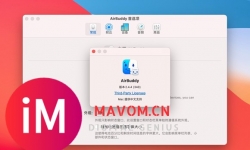
Airbuddy for mac是一款功能高效的AirPods耳机管理工具,可以帮助你体验AirPods及Beats无线耳机的应用。Airbuddy Mac ...


#张凌赫樱桃琥珀#🩵#张凌赫蒋峤西#🩵#张凌赫爱你#🩵#张凌赫何苏叶#🩵#张凌赫谢征#🩵#张凌赫爱你#🩵#张凌赫何苏叶#🩵@ ...





我的Macbook Pro是在大约2016年左右买的,当时苹果出了改磨具的Macbook Pro with Touch Bar,然后新的MBP出了之后,我 ...









美区超大杯 🇺🇸 Apple One Premier(包括 Apple Music, Arcade, TV+, News+, Fitness+, iCloud 2TB 每人独立 400GB) ...
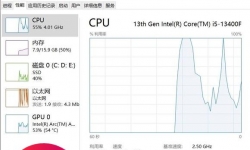
联想宣布为 YOGA Pro 16 Aura AI 元启版新推出了一款搭载酷睿 Ultra 9 285H + RTX 5070 的新配置,将于 7 月 28 日 18 ...



哪一家的光盘 光碟比较稳啊xdm 有小洁癖 不喜欢买二手盘 最近想买却发现老猎人没了 淘宝有的游戏也搜不到 拼多多看评 ...

@龙华电脑维修系统安装数据恢复装机、龙华交换机安装调试 谭生:13528885432 服务热线:18576432302 客服QQ :2892790 ...

如何查看iTunes备份中的短信内容? 使用牛学长苹果数据管理工具可以查看iTunes备份的短信,可以将短信导出到电脑中;i ...

济南:0531-5878-1722 130-3170-5160(微信同号) 地址:山大路146-8号兴业银行楼上5楼531室 济南戴尔维修站,戴尔电 ...

🌟 立即体验WatchTheme,解锁海量免费主题,让你的Apple Watch个性十足!🚀📸 【快速升级,让你的智能手表焕发新光彩 ...


济南:0531-8239-5368 130-3170-5160(微信同号) 地址:山大路146-8号兴业银行楼上5楼531室 济南惠普电脑维修站, ...
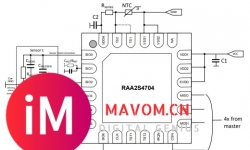
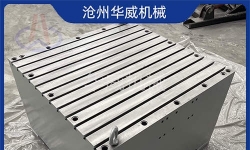
RAA2S4704B3HNP 属于 Renesas 混合信号传感器集成电路系列,专为高性能场景而设计。RAA2S4704B3HNP从测量阻抗中获取电 ...
小米14pro,16+512,售后换的全新屏幕+后盖+IP68,成色9.99新,带micare保修到2025年12月10,额度还有4289元,全套都 ...





rt 程序要求:1.掌握Unity,拥有独立实现原型的能力。 2.对3D相关技术(如动画,模型,shader等)有一定了解。 待遇方 ...












 微信扫一扫
微信扫一扫